Технологии гибки труб
Гнутые трубы нашли широкое применение в таких отраслях индустрии, как машиностроение, строительство, химическая и нефтехимическая промышленность, энергетика. Их использование дает возможность существенно снизить количество сварных швов и повысить герметичность трубопроводов.
Как правило, для гибки труб небольшого диаметра применяется технология «холодного сгиба», при которой получаемый диаметр трубы равен минимальной величине радиуса сгиба, измеряемого по осевой линии трубы. Более эффективным методом гибки труб, является «горячая» технология гибки. При ее использовании материал, из которого изготовлена труба, приобретает большую пластичность, а, следовательно, риски образования гофры, трещин и иных деформаций, уменьшаются.
При использовании обеих технологий гибки труб, важнейшей задачей является обеспечение отсутствия гофр и равнозначности сечений труб. Кроме того, необходимо учитывать и такой параметр, как амортизация трубы, которая определяется видом материала, из которого она изготовлена.
Гибке могут подвергаться сварные и цельнотянутые стальные трубы, а также аналогичная продукция из цветных металлов и сплавов. Обеспечить высокое качество работ позволяет верно выбранный радиус изгиба. Выбор этой величины зависит от материала, диаметра и толщины стенки заготовки.
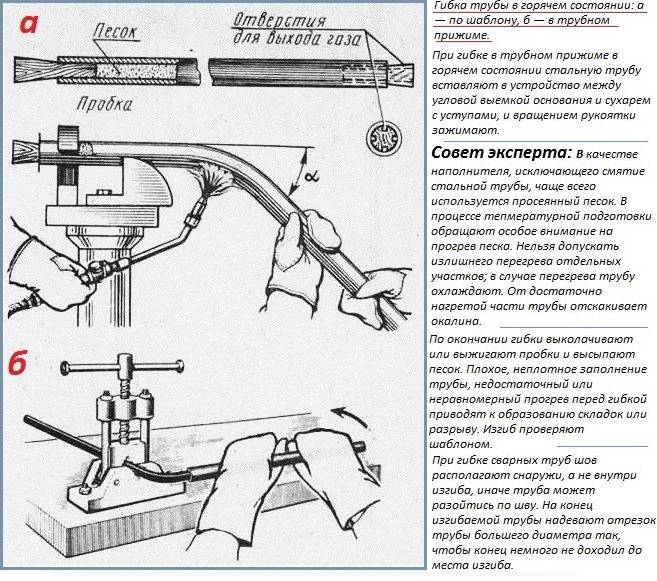
Исключить образование складок и гофров в местах изгиба труб помогает использование наполнителя. В этом качестве выступает сухой мелкий речной песок или расплавленная канифоль. При выполнении холодной гибки заготовка плотно заполняется песком и забивается деревянными пробками с двух сторон. Место изгиба намечается мелом. Заготовка устанавливается в трубогиб или станок. При этом у нецельнотянутых труб сварной шов должен находиться сбоку. Заготовка вручную или на станке сгибается на нужный угол.
В зависимости от сферы применения, материала и объема партии гибка труб может производиться на ручных, гидравлических и электроприводных трубогибах, а также на трубогибочном оборудовании с ЧПУ.
При монтаже трубопроводов из различного вида материалов его изгиб позволяет уменьшить количество разборных или сварных соединений, понижающих надежность магистрали. При проведении трубогибочных работ полезно знать допустимый радиус гиба трубы, обеспечивающий безопасность и надежную эксплуатацию трубопроводной системы в соответствии с технической документацией.
Чаще всего изгибаемые трубы выполнены из стали и коррозионно-стойких металлов: нержавейки, меди, алюминия, латуни, при устройстве бытовых систем отопления и водопроводов изгибают изделия из пластика и металлопластика. Методы сгибания труб по радиусу различны в зависимости от материала их изготовления и могут быть выполнены ручным или электромеханическим способом на специальных станках.
Рис. 1 Углы гиба медных труб и изделий из латуни
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.

Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
- газовую горелку,
- паяльную лампу.
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Рекомендуем ознакомиться: Водогазопроводная оцинкованная труба (ВГП)
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Основные характеристики
 Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15 | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы медные и латунные
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.

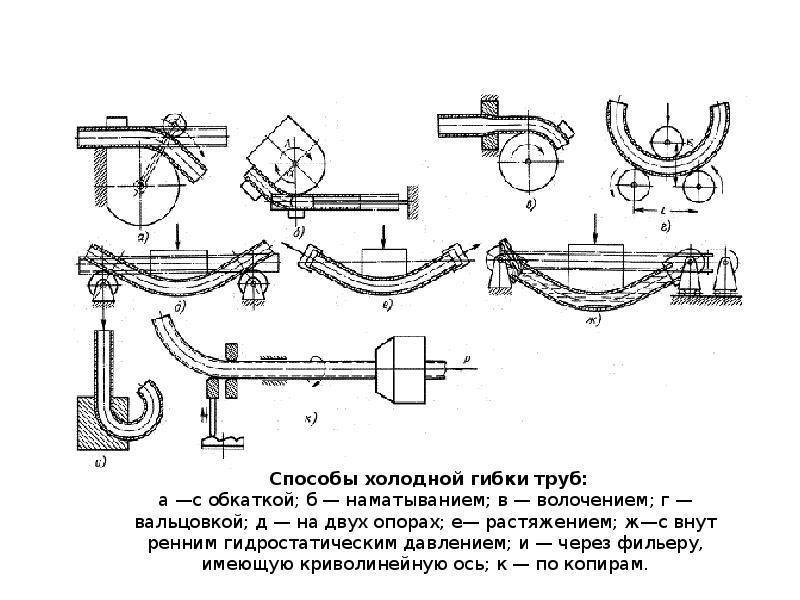
![§ 29. гибка труб [1980 макиенко н.и. - общий курс слесарного дела]](https://bantis.ru/wp-content/uploads/b/c/4/bc4256a2c4e6623d5404cf857e39c9e9.jpeg)





Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700?С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы квадратного сечения или любого другого, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентаия которых определяет радиус гибки.
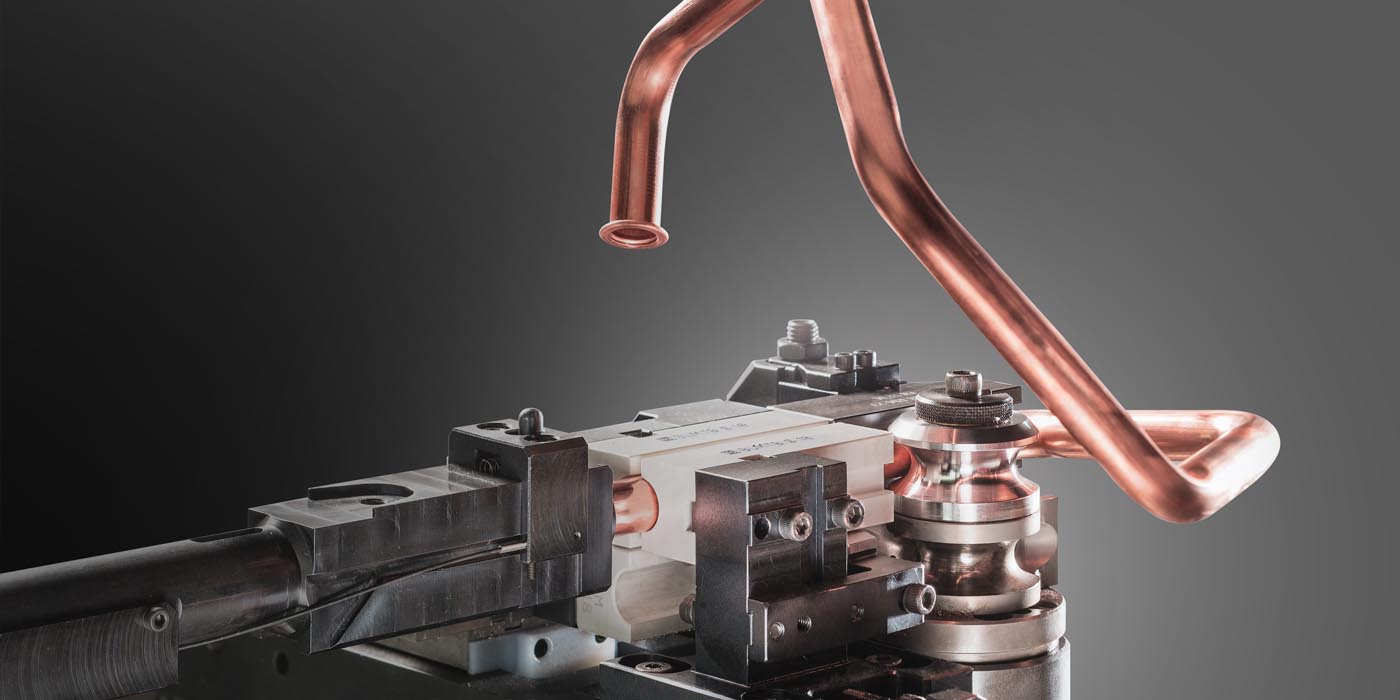
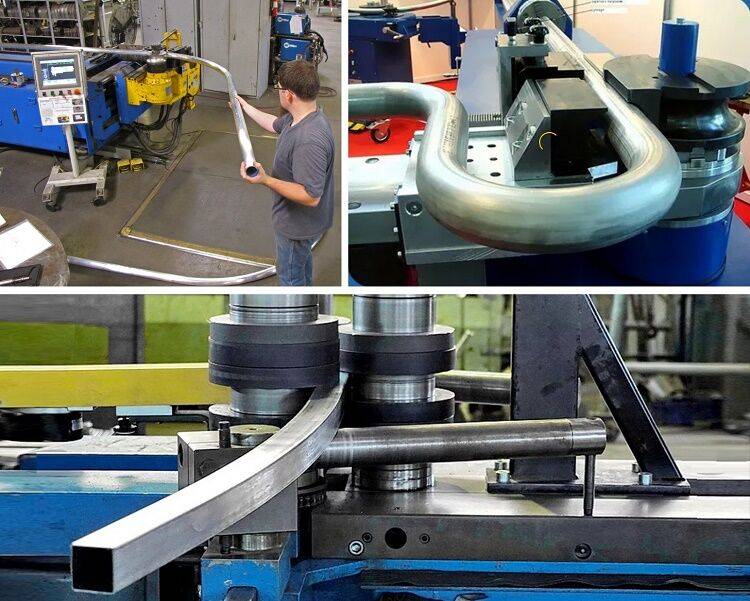
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия. Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне. В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400?С, затем ждут пока трубы охладятся естественным путем на воздухе.
Виды оборудования для гибки труб
Все гибочные агрегаты можно разделить на три группы в соответствии с типом привода:
- Устройства с прокатным приводом. Такие приспособления имеют ручное управление. С их помощью можно выполнить гибку тонкостенных металлических или полимерных труб малого диаметра. Плюсы такого оборудования: низкая себестоимость работ, возможность сделать все своими руками. Минусы – необходимость применения физической силы мастера, малый диапазон диаметров труб, невозможность работы с заготовками нестандартных размеров.
- Устройства с механическим (гидравлическим) приводом. Способ гибки труб с их применением считается универсальным. Профессиональные устройства такого типа используются в строительстве, промышленности и других областях. Плюсы гидравлических установок: более высокая производительность, чем у предыдущего вида гибочных станков, за единицу времени обрабатывается большое количество заготовок, есть возможность работы с трубами крупного сечения. Минус один, но весомый: при выходе из строя гидравлического цилиндра его нельзя починить – только полная замена.
- Устройства с электрическим приводом. Электромеханические агрегаты часто можно встретить на площадках капитального строительства и на промышленных предприятиях. Способы гибки труб при помощи оборудования такого типа отличаются высокой точностью, качеством готовой продукции и большой производительностью. Сегодня существует немало моделей электромеханических гибочных станков. Некоторые из них справляются даже с трубами большого диаметра, причем точность такой манипуляции очень высока. Минусом устройства этого типа является его низкая мобильность, которая обусловлена весом станка и необходимостью подключения к сети электропитания.

В соответствии с принципом действия оборудование делится на следующие виды:
- Автоматическое – управление устройством осуществляется системой с ЧПУ, предварительно настроенной мастером. Производственный контроль проводится автоматически, при помощи датчиков.
- Рычажное – имеет ручное управление, воздействие на объект происходит с применением физической силы мастера. При работе с тонкостенными заготовками этим способом гибки труб можно достичь угла в 180°.
- Арбалетное – придает заготовке форму угла в 90°. Это устройство не занимает много места. С его помощью можно обрабатывать заготовки из полимеров и цветных металлов.
- Гидравлическое – воздействие на трубу происходит при помощи гидроцилиндрического станка.
- Арочное – устройство с ручным управлением. Гибка происходит за счет пропуска трубы через шаблонный сегмент.
- Трехвалковое (роликовое) – агрегат с ручным приводом, оказывает воздействие на обрабатываемую деталь при помощи системы из трех роликов. Использование этого способа гибки труб позволяет обрабатывать заготовки из твердых металлов, сокращает риск появления трещин или деформаций.
- Пружинное – изготовлено из пружинной стали. Во время работы в полость трубы помещают пружину, затем мастер прикладывает физическую силу для изменения формы заготовки. Такой метод обработки подходит для бесшовных заготовок небольшого диаметра.
Радиус гиба трубы – приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
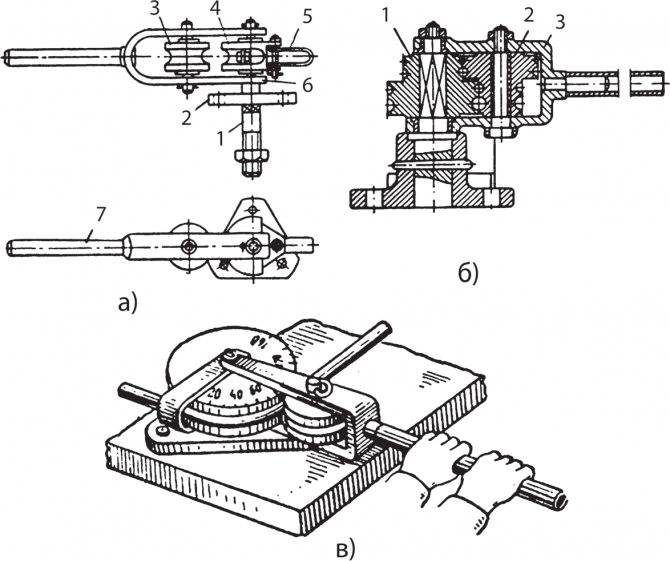
Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием – в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.
Рис. 7 Арбалетные приспособления ручного типа
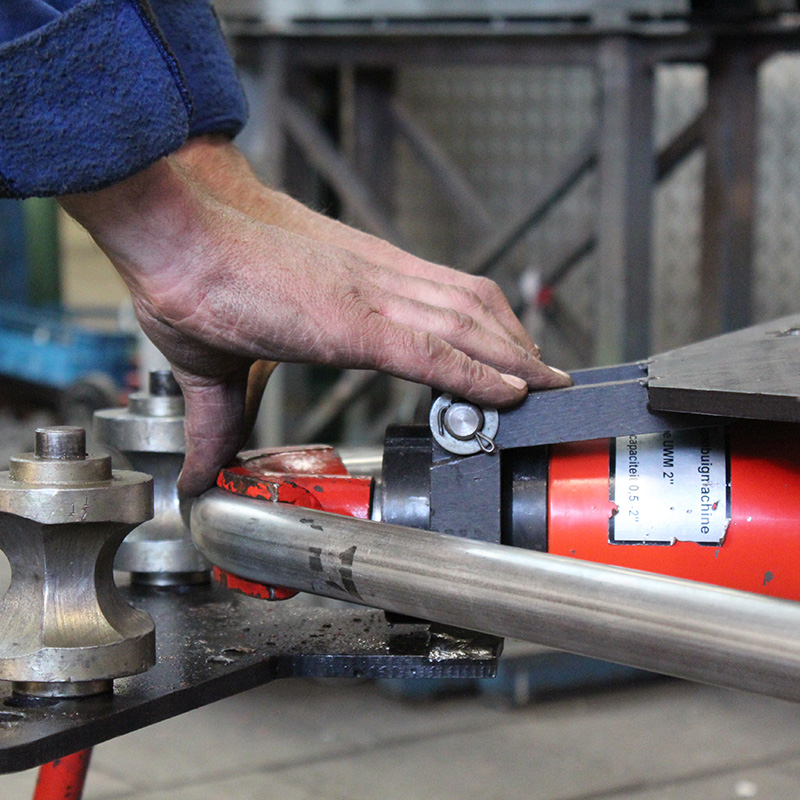
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.






Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 – 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок – при пластический деформации возможно раскрытие отдельных участков шва.
Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 – 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.
Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.
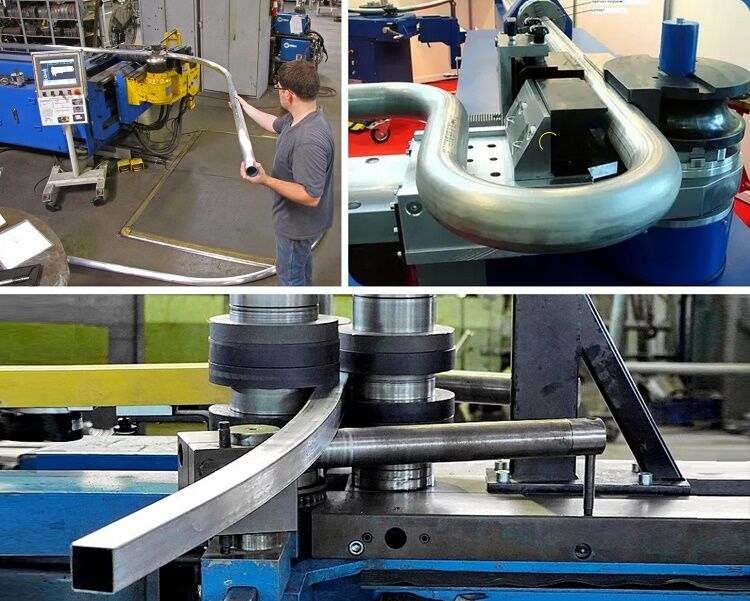
Рис. 9 Промышленные трубогибы
Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
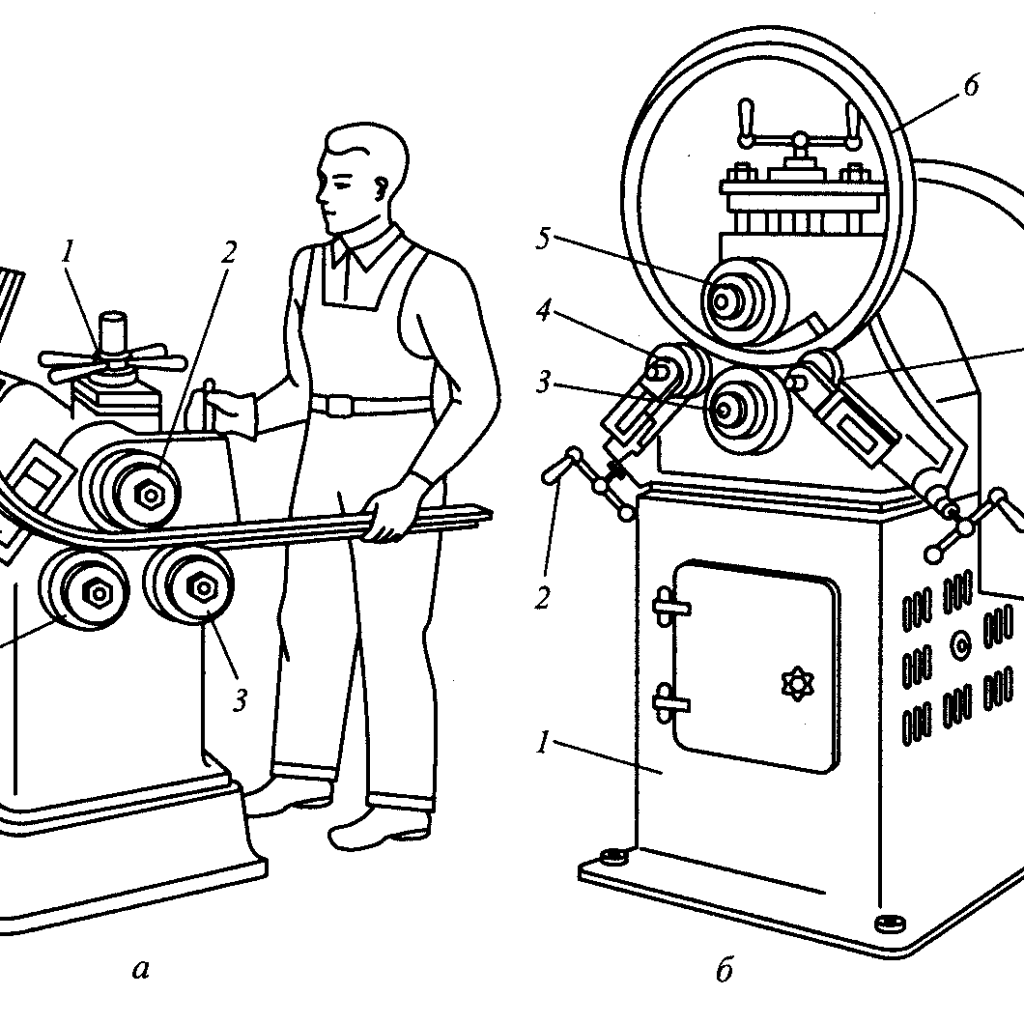
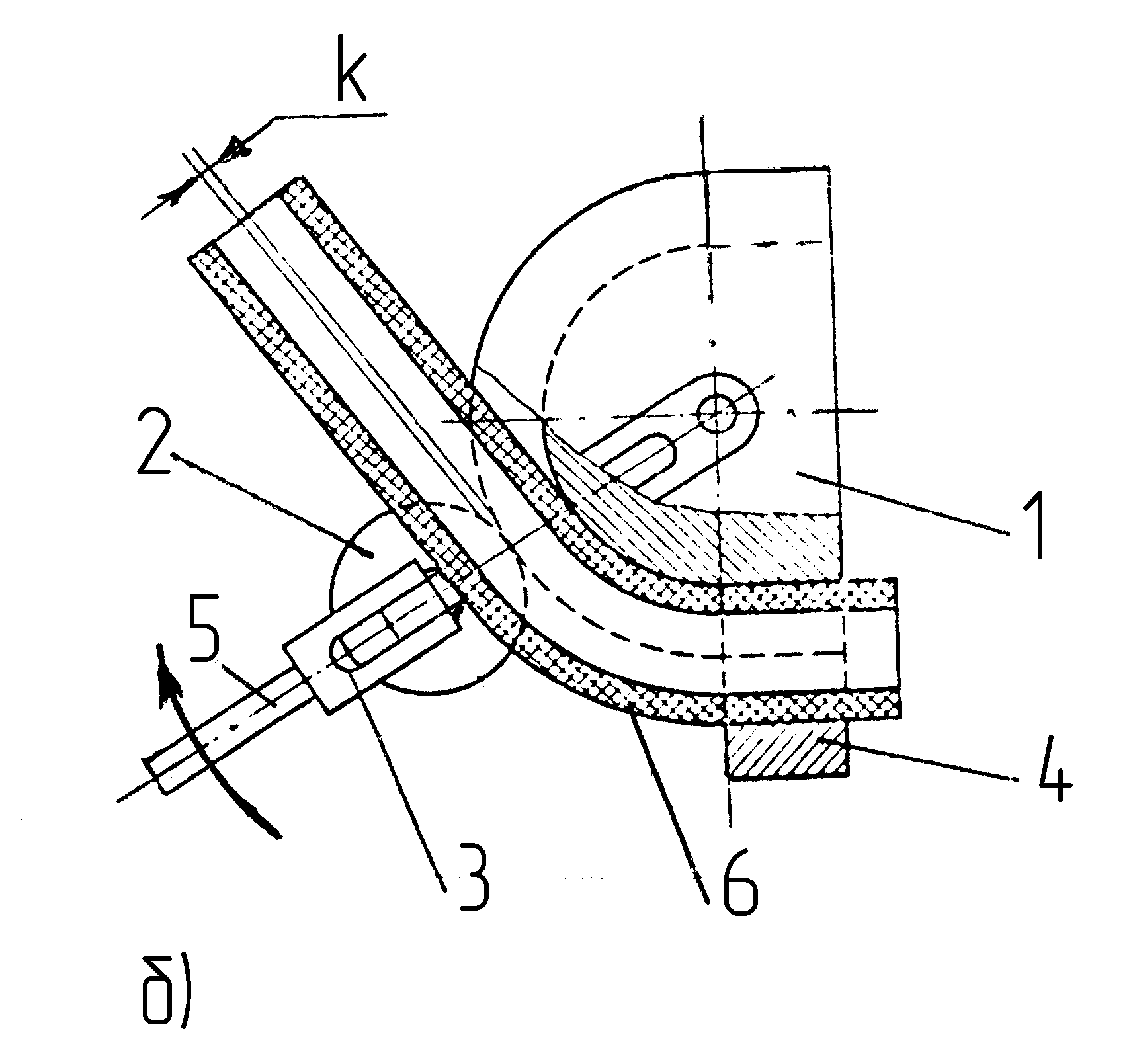
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
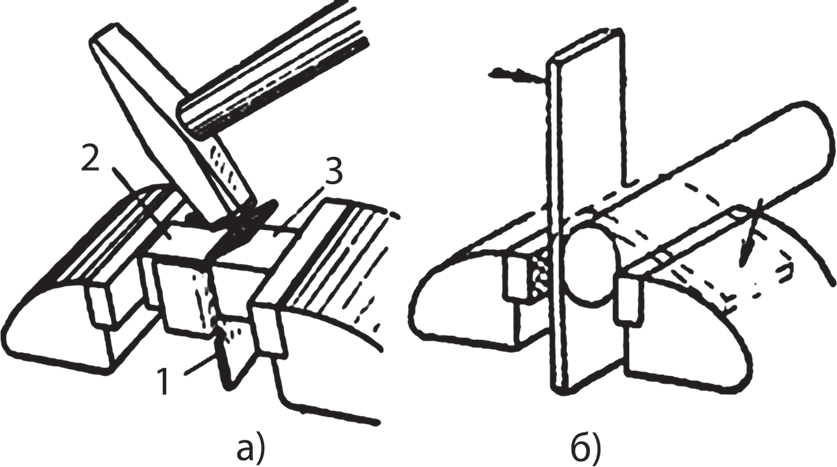
Рис. 3. Гибка заготовки детали в тисках: а — под углом; б — по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r — радиус оправки.
Направление ударов молотком показано стрелками.
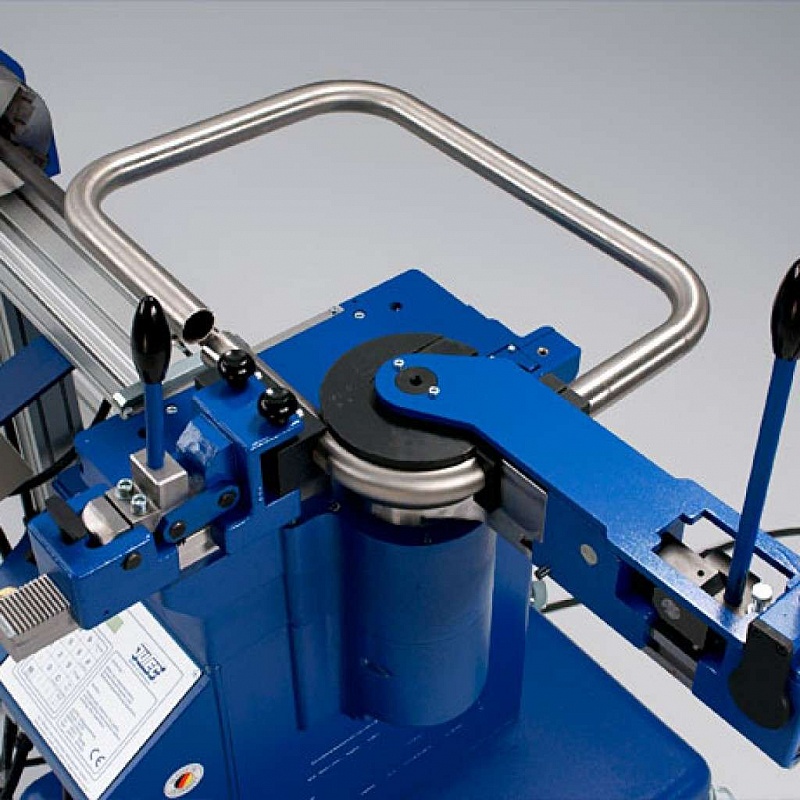
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.





Основные технологии гибки труб
Гибку труб можно выполнить разными способами. Выбор того или иного метода зависит от таких факторов, как:
- диаметр трубы;
- качественные показатели прочности трубы после гибки и ее долговечность;
- материал заготовки;
- предельно допустимая деформация объекта;
- профиль;
- радиус сгиба;
- толщина стенок;
- требуемая точность гибки.
Горячая гибка труб. Этот способ гибки труб применяют в тех ситуациях, когда использование трубогибочных агрегатов, работающих с холодным материалом, невозможно. Горячий метод достаточно трудоемок. Он предполагает предварительный разогрев трубы и использование наполнителей. В качестве последнего часто выступает очищенный речной песок
Важно, чтобы в нем отсутствовали органические объекты и слишком мелкие частицы (при повышении температуры они могут спекаться и пригорать к поверхности), а также влага (из-за нагревания заготовки она может превратиться в пар и критически повысить давление в трубе).
Во время сгибания труба подвергается воздействию температуры примерно в +900 °С. Длина рабочего участка зависит от сечения и радиуса гибки
При этом необходимо исключить пережоги или повторное нагревание – это снижает качество изделия. Когда все манипуляции выполнены и труба приобретает нужную конфигурацию, из нее извлекаются заглушки, убирается песок и промывается ее внутренняя поверхность.
Холодная гибка труб. Этот способ гибки труб имеет ряд преимуществ по сравнению с предыдущим: он более технологичен, процесс занимает меньше времени, а такая производительность способствует снижению затрат на выполнение работ. Холодным методом сгибают заготовки из пластичных цветных металлов. Например, медь и алюминий имеют высокий показатель ковкости, поэтому трубы из этого материала легко поддаются деформированию и без предварительного нагрева.
Если быть откровенным, то сгибание снижает качественные показатели труб и вызывает их некоторые дефекты. Чаще всего встречаются:
- истончение внешней по отношению к изгибу стенки;
- образование гофровых неровностей на внутренней по отношению к изгибу стенке;
- изменение формы полости трубы (проход может стать не круглым, а овальным).
Тонкостенные изделия из мягких металлов особенно подвержены деформациям, поэтому способы гибки труб с такой особенностью предполагают обязательное использование механического стабилизатора – дорна.
Дорн – это специальный элемент оснастки, который размещают в рабочем участке полости трубы на время гибки для того, чтобы не произошло производственной деформации ее стенок. Конструкция дорна может быть жесткой или гибкой.
Жесткий дорн – это стержень, выполненный из твердого материала. С одного края рабочей стороны имеет закругленную форму. Устанавливается в полость трубы в точку изгиба. Гибкий дорн также выполнен из твердого металла, но на краю имеет один или несколько гнущихся сегментов в форме сфер или полусфер специальной конфигурации.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Находясь во время работы внутри трубы, он обеспечивает сохранность формы ее стенок. Когда гибка завершена, дорн подлежит извлечению. В процессе выталкивания шарики дополнительно выравнивают внутреннюю поверхность изделия. Применение гибкого дорна несколько сложнее –требуется устройство по его автоматическому управлению, встроенное в трубогибочный аппарат.
Установки, работающие с использованием дорна, бывают только стационарного типа. Способ гибки труб при этом может быть автоматическим или полуавтоматическим. Наиболее производительные и дорогостоящие агрегаты оснащены системой ЧПУ, которая отслеживает и контролирует все технические моменты рабочего процесса.
Рекомендуем:
 Сифон для раковины на кухню: выбор, характеристики и монтаж
Сифон для раковины на кухню: выбор, характеристики и монтаж
 Монтаж мягкой кровли своими руками пошаговая инструкция
Монтаж мягкой кровли своими руками пошаговая инструкция
 Бойлер косвенного нагрева: принцип работы, выбор модели и особенности монтажа
Бойлер косвенного нагрева: принцип работы, выбор модели и особенности монтажа
 Чем заделать щель между ванной и стеной: 9 простых способов
Чем заделать щель между ванной и стеной: 9 простых способов
 Столешницы на кухню: функциональные и практичные поверхности
Столешницы на кухню: функциональные и практичные поверхности
 Роботы-пылесосы iLife: отзывы о производителе + обзор лучших моделей
Роботы-пылесосы iLife: отзывы о производителе + обзор лучших моделей
 Электропроводка в деревянном доме своими руками. Пошаговая методика выполнения работ
Электропроводка в деревянном доме своими руками. Пошаговая методика выполнения работ
 Утепление фасада дома снаружи: лучший способ наладить микроклимат внутри здания
Утепление фасада дома снаружи: лучший способ наладить микроклимат внутри здания
 Кровельная вентиляция для металлочерепицы: обзор вариантов и нюансов обустройства
Кровельная вентиляция для металлочерепицы: обзор вариантов и нюансов обустройства
 Вертикальные радиаторы отопления: виды + преимущества и недостатки + обзор марок
Вертикальные радиаторы отопления: виды + преимущества и недостатки + обзор марок





